
Recent Searches
Popular Searches

Screen Printing vs Digital Printing: Which One is Better?
If you’re starting a custom clothing brand, the printing method you choose matters just as much as the designs themselves. The debate between screen printing vs digital printing often comes down to cost, color vibrancy, durability, and order volume.
This guide walks you through the differences between screen printing and digital printing, helping you decide which method aligns with your online clothing business.
What is Screen Printing?

Screen printing, sometimes called silk screening, is a printing technique that dates back centuries, with early forms originating in ancient China. The method involves using a fine mesh screen to transfer ink onto a surface, with certain areas blocked off to create a specific design.
Over time, screen printing evolved from manual craftsmanship into a refined commercial printing process, widely recognized for its ability to produce bold, opaque, and highly durable prints on fabric and other materials.
How Screen Printing Works?
Screen printing works by pushing ink through a mesh screen onto fabric or other surfaces. The process typically involves several key steps:
Step 1: Create the Screen
A stencil, or screen, is prepared for each color in your design. Areas that shouldn’t receive ink are blocked off, leaving open sections for the ink to pass through.
Step 2: Place the Screen
The screen is positioned over the fabric or material where the design will be printed.
Step 3: Apply Ink
Ink is applied to the screen and pulled across with a squeegee, pressing it through the open mesh areas and onto the fabric below.
Step 4: Cure the Ink
After printing, the fabric is heated to set the ink, ensuring durability and long-lasting results.
Step 5: Repeat Multiple Colors
For designs with more than one color, the process is repeated with a separate screen for each color, carefully aligned to create the complete design.
What is Digital Printing?

Digital printing, often referred to as DTG (Direct-to-Garment) printing, is a modern printing technique that applies designs directly onto fabric using inkjet technology. Unlike screen printing, this method doesn’t rely on screens or stencils, which makes it much easier to adjust designs and produce small batches quickly.
This method emerged with advancements in digital imaging and printer technology, making it possible to produce detailed, full-color designs with precision and minimal setup. Digital printing is particularly known for its ability to reproduce complex patterns, gradients, and photographic images with high accuracy.
How Digital Printing Work?
Digital printing offers a faster, more direct way to apply designs to materials than traditional screen printing. Here’s a step-by-step overview of the process:
Step 1: Prepare the Material
The fabric, such as a T-shirt, is first treated with a special solution to prepare the surface. This pre-treatment ensures the ink adheres properly and prevents colors from spreading or blending uncontrollably. The treated fabric is then dried, making it ready for printing.
Step 2: Print the Design
The digital design is loaded into a specialized fabric printer. Similar to an inkjet printer, this machine applies the design directly onto the material with high precision, capturing detailed images and a wide range of colors.
Step 3: Cure the Print
After printing, the fabric is heated using a heat press or air dryer to set the ink. This step locks the design into the material, ensuring it remains vibrant and durable through washing and regular wear.
Digital Printing vs Screen Printing: Which One Should You Choose?
So, which is better, digital print vs screen print? The answer depends on your order size, design complexity, and business goals. Let’s break it down.
Durability

Screen Printing:
Screen printing has long been known for its durability. Because the ink forms a thicker layer on the surface of the fabric, prints tend to hold their vibrancy even after repeated washing and regular wear. Proper curing plays a critical role, and when the process is executed well, screen-printed garments can maintain their appearance for years. In high-quality production environments, longevity is rarely a concern.
Digital Printing:
Digital printing works differently because the ink soaks into the fabric fibers instead of just sitting on the surface. Earlier generations of DTG prints were more prone to fading, particularly after frequent washing. Modern equipment and improved ink formulations have narrowed that gap considerably. With the right fabric choice and curing process, today’s DTG prints can withstand regular wash cycles while preserving detail and color integrity.
Ongoing advancements in DTG technology continue to raise durability standards. At Tapstitch, garments go through repeated wash and wear testing to ensure stable color retention and consistent print performance, giving custom apparel brands greater confidence in long-term quality.
Cost Efficiency
Screen Printing:
With screen printing, a significant portion of the cost lies in preparation. Each color requires its own screen, and that setup process adds time and material expense before production even begins. For smaller quantities, those upfront costs are distributed across only a few pieces, which can drive up the price per unit. Once production scales, however, economics shift. Larger batches allow the setup cost to be spread across more items, making screen printing increasingly cost-effective at higher volumes.
Digital Printing:
Digital printing approaches cost from a different angle. Without the need for screens or manual setup for each color, production can begin almost immediately. This makes it far more practical for short runs, limited releases, or print-on-demand models where orders may come in one at a time. While the per-unit cost doesn’t drop as dramatically at higher volumes, the low barrier to entry makes digital printing attractive for brands focused on flexibility rather than bulk efficiency.
For newer businesses, that flexibility can significantly reduce financial pressure. Print-on-demand partners like Tapstitch handle both production and fulfillment, allowing sellers to test designs, validate demand, and start a POD business without investment.
Color Matching

Screen Printing:
When strict color consistency matters, especially for solid brand tones like Pantone matches, screen printing offers greater control. Because inks are mixed and adjusted before production begins, the final result can closely match a specific shade and be repeated reliably across large runs. For logos, uniforms, or bold graphic marks where color accuracy is non-negotiable, this level of control is often a deciding factor.
Digital Printing:
Digital printing shines when the artwork involves gradients, layered shading, or photographic elements. Instead of separating colors into individual layers, the printer reproduces them directly from the digital file in a single process, allowing for a wide and seamless color range. That said, exact shade consistency can fluctuate slightly depending on fabric composition, pre-treatment, and machine calibration.
Design Placement
Screen Printing:
Screen printing is the most straightforward on flat, open areas of a garment—think center chest or full back prints. Because the screen needs consistent pressure against the fabric, areas close to seams, collars, zippers, or edges can be more challenging to execute cleanly. Larger print zones are certainly possible, but each placement requires its own setup and precise alignment, especially for multi-color designs.
Digital Printing:
Digital printing allows for more flexibility in positioning since the artwork is applied directly by the printer rather than transferred through a physical screen. This makes it easier to fine-tune placement or experiment with smaller, more detailed print locations. That said, the maximum print area is still determined by the machine’s platen size, so oversized graphics may face certain limitations.
Detail

Screen Printing:
Screen printing is particularly well-suited for bold graphics, solid color blocks, and strong visual contrast. Because each color requires its own screen, designs with extremely fine lines, very small text, or subtle gradients can become more technically demanding. Skilled printers can achieve impressive detail, but highly complex artwork often means additional setup time and higher production costs.
Digital Printing:
Digital printing handles intricate artwork with far fewer constraints. Since the design is transferred directly from a digital file, elements like thin lines, small typography, gradients, and photo-realistic images can be reproduced with a high level of accuracy. When a design relies on layered shading or detailed illustration work, digital printing tends to deliver cleaner transitions and sharper results.
Minimum Order Quantity(MOQ)
Screen Printing:
Screen printing often comes with a minimum order requirement, mainly because of the setup involved. Since each color requires its own screen, printing only a few pieces usually isn’t worth the cost. To offset that preparation time and material cost, most suppliers establish MOQs, especially for multi-color designs.
Digital Printing:
Digital printing works differently. Since there’s no screen preparation, items can be produced one at a time without the same upfront setup expense. This flexibility makes digital printing a strong fit for small runs, test launches, and print-on-demand where inventory risk needs to stay low.
For sellers building a custom t-shirt store, that flexibility can make a real difference. Platforms like Tapstitch operate without a minimum order quantity, allowing products to be fulfilled individually as orders come in. It’s a practical way to validate new designs and scale gradually without committing to bulk inventory.
Fabric Compatibility

Screen Printing:
Screen printing works well on most standard apparel fabrics, especially cotton and cotton blends. It can also be used on polyester and other synthetics, though those materials sometimes require adjusted curing temperatures or specialty inks to achieve proper bonding. On everyday garments like T-shirts and hoodies, the results are typically bold and consistent. That said, very lightweight, delicate, or highly stretchy fabrics can be more difficult to manage and may require extra care during production.
Digital Printing:
Digital printing tends to perform best on fabrics that absorb ink naturally, with 100% cotton and cotton-heavy blends delivering the most predictable results. Polyester and other synthetic materials can still be printed, but they often call for pre-treatment or specialized ink systems to maintain color depth and durability. One of digital printing’s biggest strengths is its ability to reproduce fine details and complex, full-color artwork. However, the final outcome can vary depending on how the fabric reacts to the ink and pre-treatment process.
Eco-friendly
Screen Printing:
Traditional screen printing can involve additional material use, particularly when multiple screens, stencil coatings, and excess ink are part of the setup process. Plastisol inks—widely used for their durability—are not biodegradable and require specific disposal considerations. That said, the sustainability profile of screen printing largely depends on the choices made during production. Water-based inks, low-impact additives, and reusable screen systems are becoming more common, allowing the process to be adapted with environmental considerations in mind.
Digital Printing:
Digital printing generally produces less physical waste during small-batch production since ink is applied only where the design requires it. The absence of screens and manual ink mixing reduces leftover materials, and many DTG systems rely on water-based inks that are suitable for natural fabrics like cotton. While overall environmental impact still depends on factors such as energy use and fabric sourcing, digital printing can offer a more resource-efficient option for brands focused on lean, on-demand production.
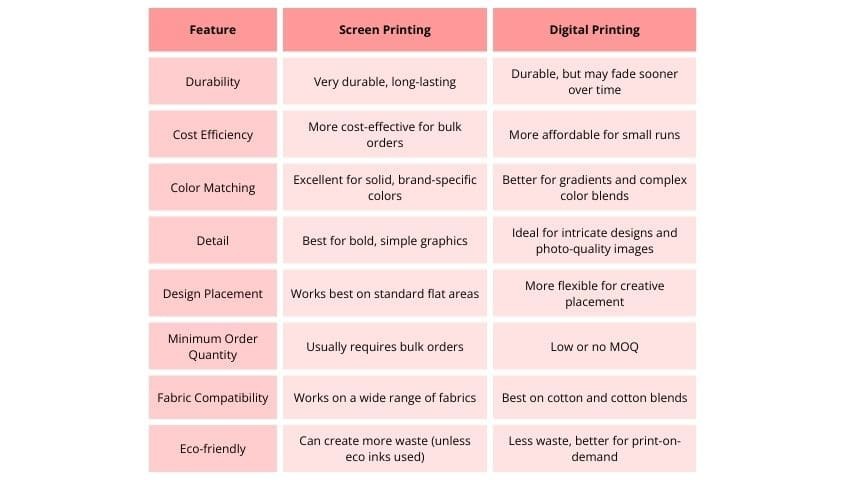
Differences Between Screen Printing and Digital Printing: Simple Comparison
To make things easier, here’s a side-by-side comparison of screen printing and digital printing. This quick overview highlights the key differences we discussed above, so you can clearly see which method aligns with your design needs and business model.
What is Screen Printing Best for?
Screen printing makes the most sense when you’re producing at scale. The initial setup takes time, but once everything is in place, running large quantities becomes significantly more cost-effective.
It’s particularly strong for bold visuals—solid color blocks, high-contrast logos, and graphics that don’t rely heavily on fine detail. If your design is built around impact rather than intricate shading, screen printing tends to produce consistent, punchy results.
Durability is another reason brands choose it. The ink layer sits on the fabric surface, which helps the design maintain its color intensity even after repeated washing. That’s why it’s commonly used for team apparel, promotional merchandise, and workwear that sees regular use.
For brands that require strict color consistency across bulk order—especially when matching specific brand tones—screen printing offers a level of control that’s difficult to replicate at high volumes.
What is Digital Printing Best for?
Digital printing tends to be the go-to option for smaller runs and print-on-demand. Without the need for screen preparation, items can be produced individually, which lowers the barrier to entry for new brands. That flexibility makes it especially appealing for startups, limited releases, or early-stage testing before scaling into bulk orders.
Where digital printing really stands out is in handling complex artwork. Digital printing makes it easy to bring complex designs to life—gradients, shading, fine details, and photos all transfer straight from the digital file to the fabric. The result is often smoother color transitions and sharper detail compared to traditional multi-screen setups.
It’s also well-suited for brands that move quickly—whether that means rotating collections, experimenting with seasonal drops, or offering custom clothing. Changing a design doesn’t require rebuilding physical screens, which keeps production agile and responsive.
If your priority is flexibility, speed to market, and low minimum quantities, digital printing usually offers a more adaptable path forward.
FAQs: Screen Printing vs Digital Printing
How long does Screen Print last?
A high-quality screen print doesn’t wear out quickly. With the right ink and proper curing, it can stay vibrant through repeated washes. Simple care routines, like turning the garment inside out and washing on a cooler cycle, also help preserve the print over time.
What fabric works best with Digital Printing?
Cotton is generally the safest choice for digital printing. It naturally absorbs ink, making colors appear cleaner and truer—especially on lighter garments. Polyester can be printed as well, but it usually requires pre-treatment to prevent the design from looking dull or washing out over time.
How much does Digital Print cost?
Digital printing doesn’t require the same setup investment as screen printing, so getting started is simpler and less costly. It doesn’t benefit from bulk pricing in the same way, but for limited drops or single-piece orders, it’s often the more practical option. Costs can vary depending on what you’re printing on, the size of the design, and who’s handling production.
Digital Print vs Screen Print: which is better for you?
It really comes down to your needs. If you’re making a lot of the same design or need bold colors that last, screen printing usually fits the bill. For smaller batches, detailed artwork, or custom products, digital printing is often the best option. And plenty of brands mix both methods to get the benefits of each.
Is Digital Printing usually more expensive than Screen Printing?
It all depends on how many shirts you’re making. For small runs or one-off designs, digital printing is often the more practical choice because you don’t have to set up screens. Once you’re printing hundreds of items, screen printing usually makes more sense, since the setup cost gets divided across the batch.
Final Decision: Digital vs Screen Printing
When deciding on screen printing vs digital printing, it comes down to how you plan to grow your clothing brand. Order size, design style, and budget all matter—and what works for a bulk drop might not suit a small, detail-heavy release.
Many brands use both. Screen printing makes sense for larger runs, while digital printing offers flexibility for smaller or more intricate designs. With the right setup and a dependable production partner like Tapstitch, you can scale at your pace and in line with your strategy.



.jpg)



.jpg)

.png)
.jpg)


.jpg)

.jpg)






.jpg)
.jpg)
.jpg)
.jpg)
.jpg)


%20(1).jpg)


.png)
.png)



%20(1)%20(1).jpg)








.png)
.png)




.jpg)

.jpg)
.jpg)


.png)





.png)


.jpg)

.png)
.png)







.png)













Inspiration Starts Here. Let's Make Something Beautiful.
Make high quality clothes easily with Tapstitch.