
Recent Searches
Popular Searches

DTG vs Screen Printing: Which One is Better for Your Clothing Brand?

When you’re running a clothing brand, the DTG vs screen printing choice isn’t just about production. It’s a creative, financial, and strategic decision that will shape:
- How your designs look and feel in real life
- How fast can you launch a new collection?
- What you pay per unit at 10 pieces vs 1,000
- How customers perceive your quality
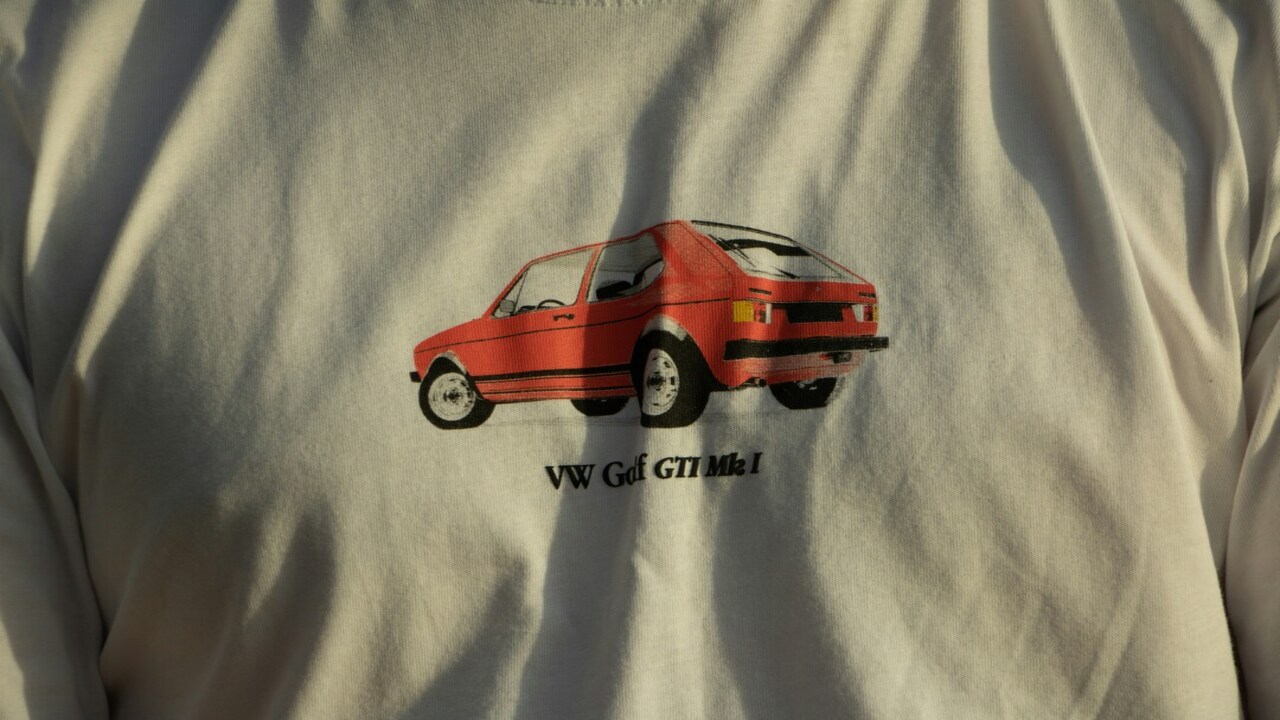
DTG (direct to garment printing) is like having a studio in your back pocket — faster turnouts, no inventory, full-color freedom. Screen printing? That’s the heavy hitter. Built for volume, built to last, built to handle the classics.
This is your complete breakdown of DTG printing vs screen printing: how they work, how they differ, what they cost, and when to use each.

What is DTG Printing?
Direct-to-Garment printing is an inkjet printer that swaps paper for a t-shirt.
You send your file from the computer, hit print, and the machine lays your design ideas straight into the fabric — no screens, film, or long setup needed.
That’s why DTG is popular for smaller orders. You don’t need to order 50 shirts just to make it cost-effective. One design, one shirt, easy to do with DTG.
With DTG, you can often send a high-quality image file (like a PNG) and get great results. Screen printing usually needs your artwork in a vector format — that means the design is made from clean lines and shapes instead of pixels, so it can be resized without getting blurry. It also has to be separated by colors before printing can start.
Where DTG Wins:
- No setup cost — you’re paying for the print, not the prep.
- Any color, any detail — gradients, photos, fine lines.
- One-offs and short runs feel just as smooth as bulk.
Where DTG Struggles:
- Printing light colors on dark fabrics is tricky. You need a white underbase, and that can change the feel.
- Each shirt takes the same time to print, which is less efficient for bulk printing.
- Longevity can vary. A well-cured DTG print will last, but it can rarely match a plastisol screen print 10 years down the line.
Tapstitch Tip: If you’re curious, most DTG shops will run a test print on a spare shirt for free or at a low cost. Wash it a few times, see if it passes your quality test before committing.

How Direct to Garment Printing Works
It starts with design prep. Your artwork is set at high resolution (300 dpi, RGB color mode), then processed through software that translates it into precise print instructions.
Before printing, garments go through a pre-treatment stage. A liquid solution is sprayed onto the fabric to help the ink bond properly. On darker fabrics, this also prepares the surface for a white underbase, which keeps colors bold and vibrant.
Next comes the printing itself. The shirt is placed on a flat board (called a platen), and the printer sprays the design directly onto the fabric in fine, controlled droplets.
Finally, curing locks everything in. The shirt runs through a heat press or tunnel dryer, setting the ink permanently into the fibers for a long-lasting, washable finish.
Fabric Compatibility for DTG
DTG performs best on natural fibers, but some blends can still deliver good results with the right setup.
100% cotton is ideal, especially ringspun cotton, which offers a smoother surface for sharper, more vibrant prints.
Cotton/poly blends (up to around 50% polyester) can also work well, though results may vary slightly depending on the fabric finish.
Performance polyester is more challenging. Without special pre-treatment, the ink may not bond effectively, and colors are more likely to fade over time.
Pros of Direct to Garment Printing
- No MOQ — Perfect for print-on-demand and one-off custom clothing.
- Unlimited Colors — Print photos, gradients, and intricate illustrations without extra cost.
- Fast Turnaround — From file to finished product in hours.
- Soft Hand Feel — Inks become part of the fabric, not a heavy overlay.
- Eco-Friendly — Lower water use than screen printing; no excess ink waste.

Cons of Direct to Garment Printing
- Bulk Costs — Per-unit price stays higher than screen printing for 100+ pieces.
- Fabric Limitations — Results vary on synthetics; cotton is best.
- Dark Garment Challenges — White underbase can slightly change the feel.
- Durability — Long-lasting but not as bulletproof as plastisol screen printing.

Best for DTG
Direct to garment printing shines when you’re producing limited edition drops, running artist-driven designs with intricate details, or releasing seasonal and trend-based capsules that change often. It’s also a go-to for creators and influencers who want custom apparel without the risk of sitting on unsold inventory.
What is Screen Printing?
Screen Printing is the classic method for decorating apparel — bold colors, durable prints, and built to handle high volumes.
Your design is split into separate colors, and each color gets its own mesh screen. Ink is pushed through the open areas of each screen onto the fabric, layer by layer, until the design is complete.
That’s why screen printing shines for bulk orders. The setup takes more time and money, but once the screens are made, printing hundreds (or thousands) of shirts becomes fast and cost-efficient.
With screen printing, your artwork almost always needs to be in a vector format — meaning it’s made from clean lines and shapes rather than pixels, so it scales cleanly without losing detail. The design also needs to be separated into individual colors before printing can start.
Where Screen Printing Wins:
- Long-lasting durability — prints can stay vibrant for decades.
- Vibrant, solid colors — especially on dark fabrics.
- Lower cost per unit in bulk — the more you print, the cheaper each shirt gets.
- Special effects available — metallics, puff inks, glow-in-the-dark, and more.
Where Screen Printing Struggles:
- High setup costs — each color requires its own screen.
- Not cost-effective for small runs — under ~25–50 pieces can get pricey.
- Complex, full-color images are harder to produce — they require halftone dots, which can soften detail.
How Screen Printing Works
The process starts with artwork separation — each color in your design is split into its own layer, with a separate screen created for every color.
Next comes screen creation. Mesh screens are coated with a light-sensitive emulsion and exposed to light. Wherever your design blocks the light, the emulsion stays soft and is washed away, creating a stencil.
Then it's time for ink application. A squeegee or automatic press pushes the ink through the stencil and onto the garment.
Each color is layered one at a time, with careful alignment to make sure the final result is crisp, clean, and consistent. Finally, the garment goes through a curing stage, where heat locks the ink into the fabric — ensuring the print lasts through repeated wear and washes.

Fabric Compatibility for Screen Printing
Screen printing is versatile and works across a wide range of materials.
Cotton and cotton blends are the top choice — they offer smooth ink adhesion and great longevity, making them ideal for bold, lasting prints.
Polyester, fleece, and other performance blends can also deliver strong results with the right ink selection and curing process. These fabrics hold color well when properly treated.
One major advantage: screen printing performs exceptionally well on dark fabrics, producing rich, opaque prints even on deep-colored garments.
Pros of Screen Printing
- Extreme Durability — Prints can last decades with minimal fading.
- Vibrant Colors — Especially strong on dark garments.
- Cost Efficiency in Bulk — Lower per-unit costs for large runs.
- Special Effects — Texture, shimmer, 3D puff effects.

Cons of Screen Printing
- Setup Costs — Each color needs its own screen.
- Small-Run Costs — High per-unit price under ~50 units.
- Detail Limits — Photoreal images require halftones and may lose sharpness.
- Environmental Impact — Higher water and chemical use.
Best for Screen Printing
Screen printing is ideal for bulk merch runs like concerts, festivals, and large events, where you need hundreds or thousands of custom t-shirts at a time. It’s the go-to for bold logo tees that need to pop, as well as uniforms and workwear that require long-lasting durability. It also performs exceptionally well for custom sportswear, where bold colors and repeated washes are part of the game.

DTG Printing vs Screen Printing: Direct Comparison
Cost Examples
Example 1: 25 Full-Color Shirts
- DTG: ~$15 each
- Screen Printing: ~$22 each (due to setup for multiple colors)
Example 2: 500 Two-Color Shirts
- DTG: ~$13 each
- Screen Printing: ~$7 each
Brand Use Cases
For a streetwear drop with 30 shirts featuring complex, high-detail artwork, DTG takes the win for its precision and zero setup cost. When producing festival merch — say 1,500 tees with a simple two-color logo — screen printing vs DTG comes out ahead for its speed and bulk pricing. For a boutique capsule collection, many brands use a hybrid approach: DTG for short-run seasonal designs, and screen printing for evergreen logo pieces that sell year-round.

Common Myths About DTG vs Screen Printing
Myth: DTG prints fade fast.
Truth: With proper curing and the right care routine, DTG prints can last for years without fading.
Myth: Screen printing is always cheaper.
Truth: That’s only true for bulk runs. For small batches, DTG is often the more cost-effective option.
Myth: Any design works with any method.
Truth: Not quite. Complex, colorful artwork is better suited for DTG. Simpler designs are perfect for screen printing. Always match the method to the design.
Mistakes to Avoid
Both DTG and screen printing can deliver incredible results, but the wrong setup can cost you time, money, and quality.
- Using DTG on poly-heavy sportswear without testing often leads to poor ink adhesion and faster fading.
- Screen printing a 12-color design on a 20-shirt run is rarely worth it — the setup costs will kill your margins.
- Ignoring garment color in your print planning can leave your design looking dull, especially on dark fabrics where vibrancy depends on a proper underbase.
Which One is the Best for Your Clothing Business?
Go with DTG if you're constantly dropping new designs, want to avoid inventory risk, or plan to sell detailed, full-color artwork. It's ideal for creators who move fast and value flexibility.
Screen printing makes more sense if you already have proven sellers, plan to print in bulk (100+ units), or need long-term durability for a core collection. It’s built for scale and staying power.
Hybrid Brand Strategy
Start by testing designs with DTG. It’s the fastest way to launch new drops without holding inventory, making it perfect for experimenting and getting customer feedback.
Once a design hits and you know it's going to sell, that's when you scale with screen printing. You’ll get a lower cost per unit while keeping the look consistent, making it ideal for your bestsellers.
Many brands use both DTG for limited-edition releases and screen printing for the core product line. It’s flexible, efficient, and keeps your margins healthy.
Caring for Each Print Type
DTG Care:
For DTG-printed garments, we recommend washing them cold and turning items inside out to protect the print. Let them air dry or tumble dry on low heat to keep colors vibrant and the fabric in shape.
Screen Printing Care:
Screen-printed pieces can handle cold or warm washes, but be sure to avoid ironing directly on the design — it can damage the print surface.
Final Verdict on DTG vs. Screen Printing
It’s not about DTG vs screen printing being universally better — it’s about matching the method to your design, quantity, and growth stage. The smartest brands use both: DTG for testing and variety, screen printing for bulk and durability.
Tapstitch makes DTG easy — no MOQ, fast global shipping, fashion-forward blanks — and can help you scale into screen printing when your brand is ready.










.jpg)



.jpg)

.png)
.jpg)


.jpg)

.jpg)






.jpg)
.jpg)
.jpg)
.jpg)
.jpg)


%20(1).jpg)


.png)
.png)



%20(1)%20(1).jpg)








.png)
.png)




.jpg)

.jpg)
.jpg)


.png)





.png)


.jpg)

.png)
.png)







.png)





Inspiration Starts Here. Let's Make Something Beautiful.
Make high quality clothes easily with Tapstitch.